
Dans le domaine de la fabrication de précision, l'idée fausse la plus répandue est que « densité plus élevée = rigidité accrue = précision supérieure ». Or, le socle en granit, d'une densité de 2,6 à 2,8 g/cm³ (7,86 g/cm³ pour la fonte), atteint une précision micrométrique, voire nanométrique. Ce phénomène, en apparence contre-intuitif, repose sur une profonde synergie entre minéralogie, mécanique et techniques de fabrication. L'analyse qui suit en présente les principes scientifiques selon quatre axes principaux.
1. Densité ≠ Rigidité : Le rôle déterminant de la structure du matériau
La structure cristalline « en nid d'abeille naturel » du granit
Le granite est composé de cristaux minéraux tels que le quartz (SiO₂) et le feldspath (KAlSi₃O₈), étroitement liés par des liaisons ioniques/covalentes, formant une structure alvéolaire imbriquée. Cette structure lui confère des propriétés uniques :

La résistance à la compression est comparable à celle de la fonte : atteignant 100-200 MPa (100-250 MPa pour la fonte grise), mais le module d'élasticité est inférieur (70-100 GPa contre 160-200 GPa pour la fonte), ce qui signifie qu'il est moins susceptible de subir une déformation plastique sous la force.
Libération naturelle des contraintes internes : le granite a subi un vieillissement sur des centaines de millions d’années sous l’effet de processus géologiques, et ses contraintes résiduelles internes tendent vers zéro. Lors du refroidissement de la fonte (à une vitesse supérieure à 50 °C/s), des contraintes internes de 50 à 100 MPa sont générées et doivent être éliminées par un recuit artificiel. Un traitement insuffisant peut entraîner des déformations lors d’une utilisation prolongée.
2. La structure métallique « à défauts multiples » de la fonte
La fonte est un alliage de fer et de carbone, et elle présente des défauts tels que du graphite en paillettes, des pores et une porosité de retrait à l'intérieur.
Matrice de fragmentation du graphite : le graphite en paillettes équivaut à des « microfissures » internes, ce qui réduit de 30 à 50 % la surface portante réelle de la fonte. Bien que sa résistance à la compression soit élevée, sa résistance à la flexion est faible (seulement 1/5 à 1/10 de la résistance à la compression) et elle est sujette à la fissuration en raison de la concentration locale des contraintes.
Haute densité mais répartition inégale de la masse : la fonte contient de 2 % à 4 % de carbone. Lors de la coulée, la ségrégation de cet élément peut entraîner des fluctuations de densité de ±3 %, tandis que le granite présente une uniformité de répartition minérale supérieure à 95 %, garantissant ainsi sa stabilité structurelle.
Deuxièmement, l'avantage de précision lié à la faible densité : double suppression de la chaleur et des vibrations
L'« avantage inhérent » du contrôle de la déformation thermique
Le coefficient de dilatation thermique varie considérablement : il est de 0,6 à 5 × 10⁻⁶/°C pour le granit et de 10 à 12 × 10⁻⁶/°C pour la fonte. Prenons l’exemple d’une base de 10 mètres. Lorsque la température varie de 10 °C :
Dilatation et contraction du granit : 0,06 à 0,5 mm
Dilatation et contraction de la fonte : 1 à 1,2 mm
Cette différence fait que le granit a une déformation quasi nulle dans un environnement à température contrôlée avec précision (comme ±0,5℃ dans un atelier de semi-conducteurs), tandis que la fonte nécessite un système de compensation thermique supplémentaire.
Différence de conductivité thermique : La conductivité thermique du granit est de 2 à 3 W/(m·K), soit seulement 20 à 30 fois celle de la fonte (50 à 80 W/(m·K)). Lors de l’échauffement des équipements (par exemple, lorsque la température du moteur atteint 60 °C), le gradient de température en surface du granit est inférieur à 0,5 °C/m, tandis que celui de la fonte peut atteindre 5 à 8 °C/m, ce qui entraîne une dilatation locale irrégulière et affecte la rectitude du rail de guidage.
2. L’effet d’« amortissement naturel » de la suppression des vibrations
Mécanisme de dissipation d'énergie aux joints de grains internes : les microfractures et le glissement aux joints de grains entre les cristaux de granite peuvent dissiper rapidement l'énergie vibratoire, avec un coefficient d'amortissement de 0,3 à 0,5 (contre seulement 0,05 à 0,1 pour la fonte). L'expérience montre qu'à une fréquence de vibration de 100 Hz :
Il faut 0,1 seconde pour que l'amplitude du granite diminue à 10 %.
La fonte prend 0,8 seconde
Cette différence permet au granit de se stabiliser instantanément dans les équipements à grande vitesse (comme le balayage à 2 m/s de la tête de revêtement), évitant ainsi le défaut des « marques de vibration ».
L'effet inverse de l'inertie : une faible densité implique une masse réduite à volume égal, et donc une force d'inertie (F=ma) et une quantité de mouvement (p=mv) de la partie mobile moindres. Par exemple, lorsqu'un portique en granit de 10 mètres (pesant 12 tonnes) est accéléré à 1,5 G, comparé à un portique en fonte (20 tonnes), la force motrice requise est réduite de 40 %, les à-coups au démarrage et à l'arrêt sont diminués et la précision de positionnement est améliorée.

III. Percée dans la précision « indépendante de la densité » des technologies de traitement
1. Adaptabilité au traitement ultra-précis
Contrôle de précision du meulage et du polissage : Bien que la dureté du granit (6-7 sur l’échelle de Mohs) soit supérieure à celle de la fonte (4-5 sur l’échelle de Mohs), sa structure minérale uniforme permet un polissage magnétorhéologique à l’aide d’un abrasif diamanté (épaisseur de polissage unitaire < 10 nm), atteignant une rugosité de surface Ra de 0,02 µm (aspect miroir). En revanche, la présence de particules de graphite tendre dans la fonte favorise l’apparition d’un effet de labourage lors du meulage, rendant difficile l’obtention d’une rugosité de surface inférieure à Ra 0,8 µm.
L'avantage du faible effort de coupe lors de l'usinage CNC : grâce à sa faible densité et son faible module d'élasticité, l'effort de coupe du granit est trois fois inférieur à celui de la fonte. Ceci permet des vitesses de rotation (100 000 tr/min) et des avances (5 000 mm/min) plus élevées, réduisant ainsi l'usure des outils et améliorant l'efficacité de l'usinage. Un exemple concret d'usinage cinq axes montre que le temps d'usinage des rainures de guidage en granit est 25 % plus court que pour la fonte, tout en améliorant la précision à ±2 µm.
2. Différences dans l'« effet cumulatif » des erreurs d'assemblage
L'effet en chaîne de la réduction du poids des composants : des composants tels que les moteurs et les rails de guidage, associés à des bases allégées, peuvent être allégés simultanément. Par exemple, lorsqu'on réduit la puissance d'un moteur linéaire de 30 %, son dégagement de chaleur et ses vibrations diminuent également, créant ainsi un cercle vertueux « précision accrue – consommation d'énergie réduite ».
Précision durable : La résistance à la corrosion du granit est 15 fois supérieure à celle de la fonte (le quartz résiste à l’érosion acide et alcaline). Dans un environnement de brouillard acide utilisé dans l’industrie des semi-conducteurs, la variation de rugosité de surface après 10 ans d’utilisation est inférieure à 0,02 µm, tandis que la fonte nécessite un meulage et une réparation annuels, avec une erreur cumulée de ±20 µm.
IV. Preuves industrielles : Le meilleur exemple de faible densité ≠ faible performance
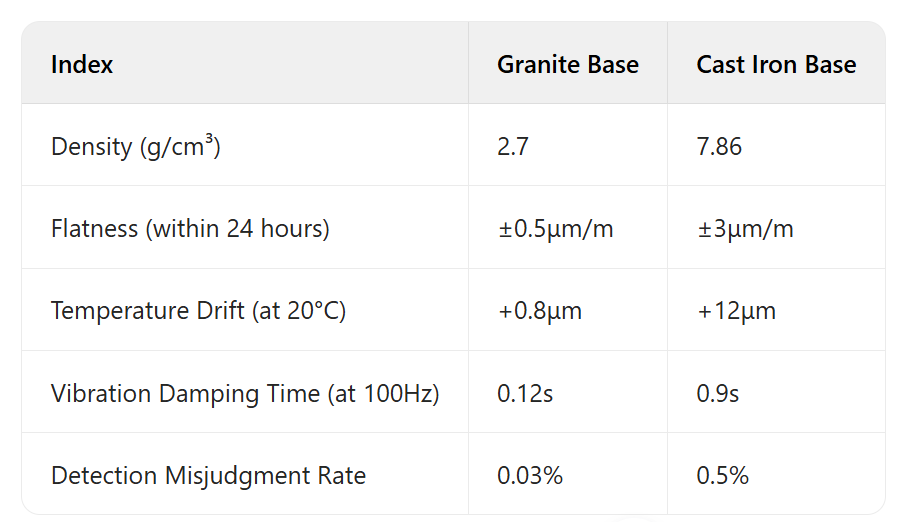
Équipement de test des semi-conducteurs
Données comparatives d'une plateforme d'inspection de plaquettes donnée :
2. Instruments optiques de précision
Le support du détecteur infrarouge du télescope James Webb de la NASA est en granit. C'est précisément grâce à sa faible densité (réduisant la charge utile du satellite) et à sa faible dilatation thermique (stable à des températures extrêmement basses de -270 °C) qu'une précision d'alignement optique nanométrique est assurée, tout en éliminant le risque de fragilisation de la fonte à basse température.
Conclusion : L’innovation « à contre-courant » en science des matériaux
L'avantage de précision des socles en granit réside essentiellement dans la supériorité de la logique matérielle suivante : « uniformité structurelle > densité, stabilité aux chocs thermiques > rigidité simple ». Non seulement sa faible densité n'est pas un point faible, mais elle a même permis un bond en avant en matière de précision grâce à des mesures telles que la réduction de l'inertie, l'optimisation du contrôle thermique et l'adaptation à un usinage ultra-précis. Ce phénomène révèle le principe fondamental de la fabrication de précision : les propriétés des matériaux résultent d'un équilibre complexe de paramètres multidimensionnels, et non d'une simple accumulation d'indicateurs isolés. Avec le développement des nanotechnologies et de l'industrie verte, les matériaux granitiques, à la fois légers et performants, redéfinissent la perception industrielle des notions de « lourd » et de « léger », de « rigide » et de « flexible », ouvrant ainsi de nouvelles perspectives pour la fabrication de pointe.

Date de publication : 19 mai 2025